



{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
Cat. N° de cat.:
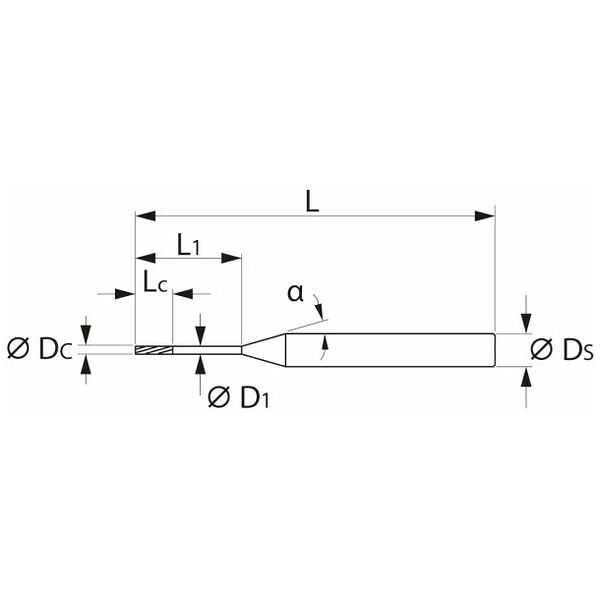
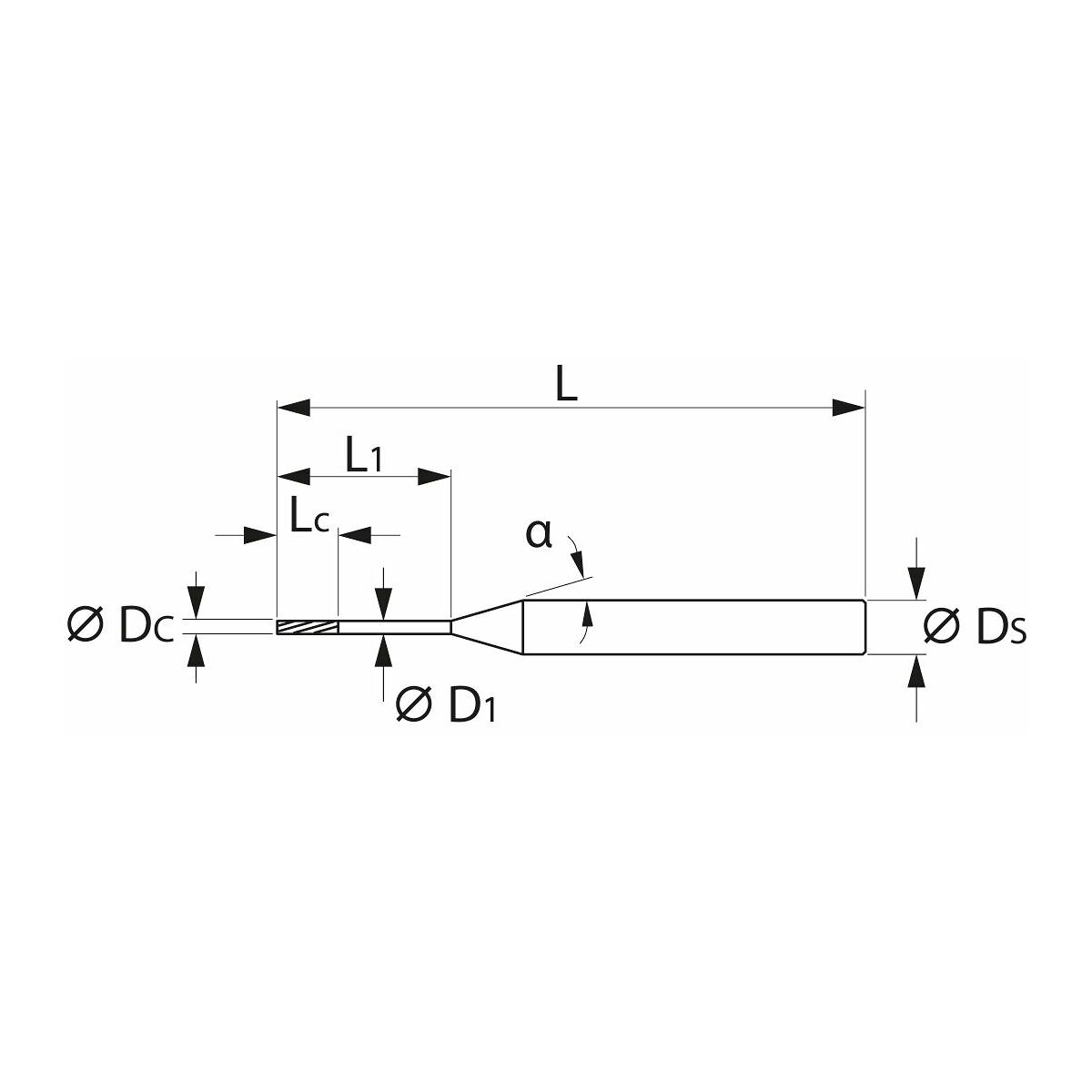
| ⌀ dents DC | 0,1 mm | |
| Revêtement | Diamant | |
| Type d'outils | Carbure monobloc | |
| Norme | Norme usine | |
| Tolérance ⌀ nominal | 0 / −0,005 | |
| Nombre de dents Z | 2 | |
| Angle d'hélice | 25 degré | |
| Direction de l'approche | Horizontal, oblique et vertical | |
| Largeur de passe ae pour le fraisage | Profondeur de coupe rainure pleine 1×D; 0,5×D pour le dressage | |
| Queue | DIN 6535 HA avec h5 | |
| Arrosage interne | non | |
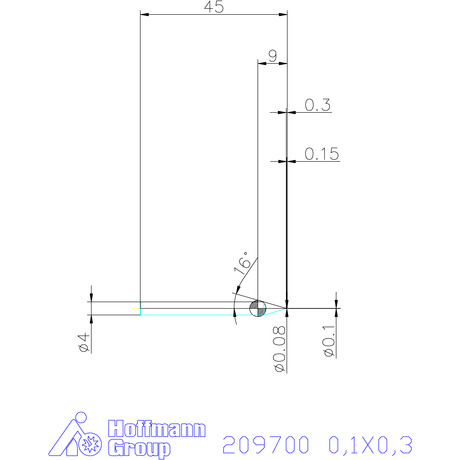
| Longueur de coupe Lc | 0,15 mm | |
| Longueur de col L1 avec détalonnage | 0,3 mm | |
| ⌀ de détalonnage D1 | 0,08 mm | |
| Longueur totale L | 45 mm | |
| ⌀ queue Ds | 4 mm | |
| Angle du chanfrein de bec | 90 degré | |
| Avance fz pour le rainurage dans le graphite | 0,008 mm | |
| Avance fz pour le dressage dans le graphite | 0,012 mm | |
| Facteur de correction ap corr | 1 | |
| Bague de couleur | noir | |
| Type de produit | Fraise à dresser |
| Référence article | 653291 | |
| Numéro de catalogue | 209700 | |
| EAN / GTIN | 4045197912350 | |
| Réf. fabricant | 209700 0,1X0,3 | |
| Fabricant/personne responsable | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













