










{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
Kat. Nr.:
| Innenkühlung | ja, mit 5 bar | |
| Kühlschmierstoffeintritt | mit Kühlschmierstoffeintritt, axial konzentrisch | |
| Kühlschmierstoffaustritt | mit Kühlschmierstoffaustritt, axial konzentrisch | |
| Kühlschmierstoff | ja | |
| Serie | HiPer Drill | |
| Herstellerbezeichnung | HiPer Drill Grundelement | |
| Schnittstellen Position | maschinenseitig | |
| Aufnahmetyp | Zylinderschaft | |
| Trennstellenkodierung | ZYL01201115 | |
| Aufnahmeform | glatter Schaft mit zentraler Kühlschmierstoffübergabe | |
| Aufnahmeausführung | metrisch | |
| Aufnahmegröße, metrisch | 0120 mm | |
| Aufnahmeart | Zapfen | |
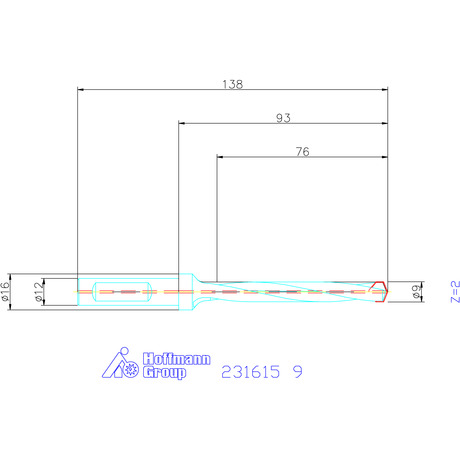
| Durchmesser Schaft | 12 mm | |
| Länge Schaft | 45 mm | |
| Schneidendurchmesser, min. | 9 mm | |
| Spannutenlänge | 76 mm | |
| Abstand Schneidenecke zu Schneidenspitze | 1.6 mm | |
| Anzahl Schneiden, gesamt | 2; 2 | |
| Drallwinkel | 13 Grad | |
| Winkel, 1. Stufe | 135 Grad | |
| Seitenspanwinkel | 0 Grad | |
| Rückspanwinkel | 0 Grad | |
| Führungselemente | ohne Führungselemente | |
| Schneidplattendicke | 3.2 mm | |
| Befestigungsart Schneidplatte | S (mit Senkbohrung durch Bohrung geschraubt) | |
| Trennstellenkodierung Schneidplatte | HOG-2316xx090 | |
| Bezeichnung Schneidplatte | 231640 9 | |
| Schnittstelle | Trennstelle 1 | |
| Auskraglänge | 93 mm | |
| Nutzlänge | 76 mm | |
| Länge gesamt | 138 mm | |
| Gewicht | 62 g | |
| Schneidrichtung | rechtsschneidend | |
| Norm | DIN 4000-86 | |
| Bearbeitungsverfahren | Bohren ins Volle | |
| Produktart | Vollbohrer für Schneideinsätze | |
| Inhalt | Einzelteil |
| Artikelnummer | 588363 | |
| Katalognummer | 231615 | |
| EAN / GTIN | 4045197716248 | |
| Herstellernummer | 231615 9 | |
| Hersteller/verantwortliche Person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |